
Small end mills can produce extremely precise results, but they are also more vulnerable to breakage than larger cutting tools. Few workshop problems are more frustrating than hearing a cutter snap in the middle of a project.
Whether you use a manual mill or a CNC machine, understanding why end mill breaking occurs can help you improve tool life, reduce wasted material, and achieve more consistent machining results.
Many machinists assume a broken tool is simply caused by a weak cutter. In reality, most end mill failures are caused by setup issues, cutting parameters, machine stability, or tool handling mistakes.
This guide explains the most common causes of end mill breakage and the practical steps you can take to prevent it.
Quick Answer: Why Do End Mills Break?
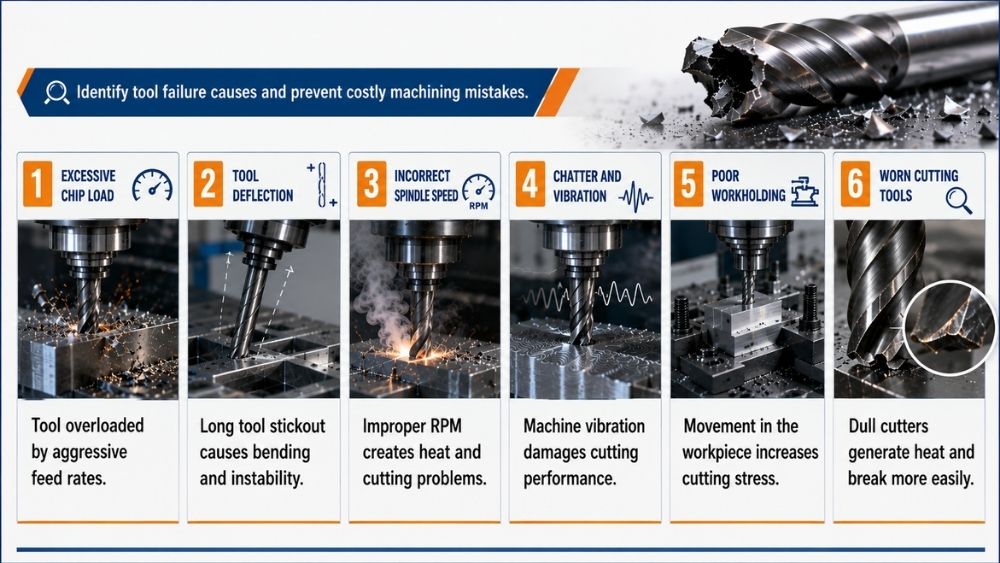
End mills typically break because of excessive chip load, incorrect spindle speed, tool deflection, chatter, poor workholding, or excessive tool stickout. In small machines, even minor setup issues can create enough cutting force to overload the tool and cause failure.
Common Causes of End Mill Breakage
- Excessive chip load
- Tool deflection
- Incorrect spindle speed
- Poor workholding
- Excessive tool stickout
- Chatter and vibration
Excessive Chip Load
In many cases, breakage is not caused by a single issue. Multiple factors often combine to overload the tool during machining.
Small-diameter cutters are particularly sensitive because they have less strength than larger tools. A setup that works perfectly with a larger end mill may quickly damage a smaller cutter.
One of the most common reasons end mills break is excessive chip load.
Chip load refers to the amount of material removed by each cutting edge during every revolution. When the chip load is too high, the cutter experiences excessive force, increasing the risk of sudden failure.
Common signs include:
- Tool snapping unexpectedly
- Heavy cutting sounds
- Rough surface finish
- Excessive spindle load
Understanding proper chip thickness is critical when machining with small cutters.
Many tool failures can be traced back to improper cutting parameters. Understanding chip load in milling for small machines can help prevent excessive cutter loading and improve tool life.
Why End Mills Break in Aluminum
Chip load problems often show up most clearly when cutting aluminum.
Many machinists are surprised when an end mill breaks while cutting aluminum. Because aluminum is softer than steel, users often increase feed rates aggressively. However, small cutters can quickly overload if chip evacuation becomes poor or if chips are recut.
Common fixes include:
- Clear chips frequently
- Use proper lubrication
- Maintain correct chip load
- Avoid deep slotting cuts
- Use sharp tooling
The Most Common Beginner Mistake
Many beginners respond to vibration by reducing the feed rate dramatically. While this sounds logical, feeding too slowly can cause the cutter to rub instead of cut.
Rubbing creates heat, accelerates cutter wear, and may eventually lead to tool failure. In many situations, a slight increase in feed rate actually improves tool life.
Incorrect Spindle Speed
Spindle speed has a major influence on cutting performance.
Running too slowly can cause the cutter to grab material aggressively. Running too fast may create excessive heat that weakens the cutting edge.
Many beginners focus only on RPM without considering feed rate, chip load, and cutter size.
Common spindle speed problems include:
- Overheating
- Premature edge wear
- Poor chip evacuation
- Unexpected tool failure
Proper spindle speed selection helps maintain stable cutting conditions and longer tool life.
Spindle speed works together with feed rate and chip load. Learning the fundamentals of feeds and speeds for small CNC machines can help eliminate many common cutter failures.
Tool Deflection
Tool deflection occurs when the cutter bends during machining.
The smaller the cutter diameter, the more sensitive it becomes to cutting forces. Even a slight deflection can create vibration, a poor surface finish, and increased stress on the tool.
Common causes include:
- Long-reach tooling
- Deep cuts
- Aggressive feed rates
- Hard materials
Deflection often leads to uneven loading, which can eventually cause a broken end mill.
Excessive Tool Stickout
Many machinists overlook tool stickout when troubleshooting broken cutters.
The farther a tool extends from the holder, the less rigid it becomes. Excessive stickout increases vibration and magnifies cutting forces.
To improve stability:
- Keep tools as short as practical
- Use the shortest possible cutter
- Minimize unnecessary extension
- Verify proper tool holding
Reducing stickout is often one of the fastest ways to improve machining performance.
Chatter and Vibration
Chatter is a major contributor to tool breakage and machining problems.
When vibration develops during cutting, the tool repeatedly impacts the material instead of cutting smoothly. This creates fluctuating loads that can quickly damage small cutters.
Common signs include:
- High-pitched squealing
- Visible vibration marks
- Rough surface finish
- Reduced tool life
Many users assume lowering the feed rate will solve chatter. In some situations, feeding too slowly actually increases rubbing and makes vibration worse.
If vibration is affecting your machining results, understanding the causes of milling machine chatter can help improve stability and reduce tool failures.
Poor Workholding
A secure setup is essential when machining small parts.
Even slight movement of the workpiece can create unpredictable cutting forces. These forces are often enough to break small end mills.
Check for:
- Loose vises
- Weak clamping
- Unsupported workpieces
- Flexible fixtures
The more stable the workpiece, the easier it becomes to maintain consistent cutting conditions.
Why Small Machines Are More Prone to End Mill Breakage
Small machines and mini mills can absolutely run small end mills successfully, but they break tools more easily than larger industrial machines if the setup is not adjusted for the machine’s lighter build.
A benchtop mill or mini mill has less mass and a smaller frame than a full-size machine. That means it has less natural ability to absorb vibration and cutting force. The same cut that a large Bridgeport-style mill shrugs off can overload a small machine’s spindle and snap a cutter.
This is not a sign that the machine is too weak. It means small machines need a different approach to cutting parameters.
Use Lighter Cuts on Small Machines
Reduce depth of cut and radial engagement compared to what you would run on a larger machine. A smaller bite per pass keeps cutting forces within what the machine’s spindle and column can handle without flexing.
Keep Tool Stickout Even Shorter
Stickout matters more on small machines because there is less rigidity in the rest of the system to compensate. Use the shortest tool length the job allows. A stub-length end mill is far less likely to deflect and snap than a long-reach tool in the same setup.
Watch Workpiece Rigidity Closely
Small mill tables are smaller, which means your workpiece is often closer to the edge of the vise. Make sure the part is fully supported and not overhanging. Even a well-tightened vise will not prevent breakage if the workpiece itself can flex.
With the right setup, small machines and mini mills cut clean, accurate parts without breaking tools. The key is matching your cutting parameters to the machine’s rigidity rather than copying settings from a larger industrial mill.
Signs an End Mill Is About to Fail
Tool failure is often preceded by warning signs.
Watch for:
- Increased vibration
- Rougher surface finish
- Excessive heat
- Changes in cutting sound
- Visible cutter wear
- Material buildup on cutting edges
Replacing a worn cutter before failure often prevents damage to the workpiece and machine.
End Mill Breaking Troubleshooting Guide
| Problem | Likely Cause | Quick Fix |
| End mill snaps immediately after entering material | Chip load is too high | Reduce feed rate or depth of cut |
| Tool breaks during side milling | Tool deflection | Reduce stickout and use lighter cuts |
| Cutter breaks only in corners | Feed rate too aggressive | Slow feed in directional changes |
| The small end mill keeps snapping | Excessive RPM or vibration | Adjust spindle speed and improve rigidity |
| The tool breaks after several passes | Cutter wear | Replace the tool and review the cutting parameters |
| End mill squeals before breaking | Chatter | Improve workholding and adjust RPM |
How to Prevent End Mill Breakage

-
Use Proper Chip Load
Avoid both excessive loading and rubbing cuts.
-
Select Correct Spindle Speed
Match RPM to the cutter diameter and material.
-
Reduce Tool Stickout
Shorter tools are generally more rigid and stable.
-
Improve Workholding
Secure the workpiece firmly before machining.
-
Reduce Vibration
Address chatter before it damages tooling.
-
Monitor Cutter Wear
Replace worn tools before they fail unexpectedly.
-
Use Quality Cutting Tools
Proper tool selection can significantly improve cutting performance, reduce vibration, and extend tool life.
Choosing the right cutter geometry and material can greatly reduce breakage issues. Learn more about selecting the right cutting tools for different machining applications.
Beginner Rules for Longer Tool Life
Follow these simple practices:
- Keep cutters as short as possible
- Verify proper chip load
- Use sharp tools
- Avoid aggressive cuts
- Secure workpieces firmly
- Watch for chatter
- Monitor spindle speed
- Inspect cutters regularly
Small changes often have a major impact on tool life and machining consistency.
Conclusion
Most cases of end mill breaking are caused by setup and cutting parameter issues rather than defective tooling. Excessive chip load, tool deflection, chatter, spindle speed errors, and poor workholding are among the most common causes.
By improving machine stability, using proper cutting parameters, and monitoring cutter condition, machinists can significantly reduce tool breakage and extend tool life.
TAIG Tools designs precision milling machines and accessories that help small workshops achieve accurate, reliable machining performance while maintaining stability and control.
FAQ
Why do end mills break so easily?
Small end mills are sensitive to cutting forces. Excessive chip load, vibration, poor workholding, or incorrect spindle speed can quickly overload the tool.
What causes a broken end mill?
Common causes include excessive chip load, tool deflection, chatter, cutter wear, and unstable machine setups.
Can spindle speed cause end mill breakage?
Yes. Spindle speed that is too high or too low can increase cutting forces, generate heat, and shorten tool life.
How does chatter affect tool life?
Chatter creates repeated impact loads on the cutter, increasing stress and often leading to premature tool failure.
Does tool stickout matter?
Yes. Excessive stickout reduces rigidity and increases vibration, making breakage more likely.
Why does my end mill keep breaking in aluminum?
Small end mills often break in aluminum because of chip recutting, excessive feed rates, poor chip evacuation, or vibration. Proper chip removal and cutting parameters usually solve the problem.
