
Maintaining precision in machining depends on more than selecting the correct spindle speed, feed rate, or cutting tool. Runout in machining is the variation between the actual rotation axis of a tool, workpiece, or spindle and its intended center axis. This slight wobble during rotation can reduce machining accuracy, create poor surface finish, increase vibration, accelerate tool wear, and shorten tool life.
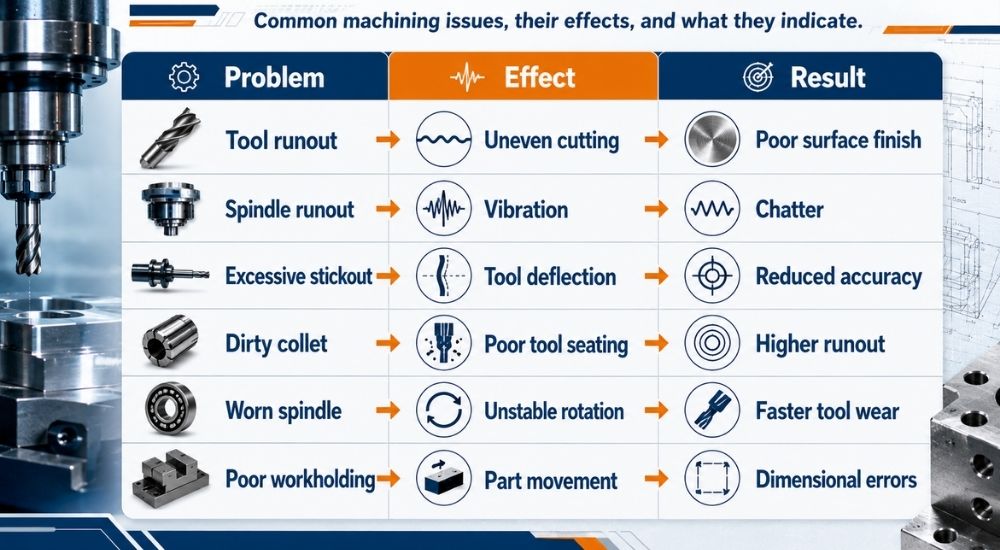
Many machinists first notice the symptoms rather than the cause. Visible tool marks, excessive chatter, inconsistent dimensions, or premature end mill failure are often signs that runout is affecting the machining process. Understanding what causes runout and how to reduce it can help improve cutting performance and produce more accurate, consistent results.
In this guide, you’ll learn what runout is, the common causes behind it, how it affects machining quality, how to measure it, and practical ways to minimize it.
Understanding Runout in Machining
Runout occurs whenever a rotating component fails to spin perfectly on its intended centerline. Instead of rotating in a true circle, the tool or workpiece moves slightly off-center, creating a small wobble during rotation.
Although this movement may be only a few thousandths of an inch or even less, it can significantly affect machining quality, especially when working with small cutters or precision parts.
Think of a bicycle wheel with a slight bend. As the wheel turns, one section moves farther from the center than the rest. The same principle applies to machining. If a cutting tool does not rotate concentrically, one flute may remove more material than another, creating uneven cutting forces throughout the operation.
This imbalance often results in:
- Reduced dimensional accuracy
- Uneven cutter loading
- Poor surface finish
- Increased vibration
- Premature tool wear
For high-precision work, minimizing runout is just as important as selecting the proper cutting parameters.
What Is Total Indicator Reading (TIR)?
When discussing runout, you’ll frequently encounter the term Total Indicator Reading (TIR).
TIR is the total amount of movement measured by a dial indicator as a rotating tool or workpiece completes one full revolution. The reading represents the difference between the highest and lowest points recorded during rotation.
For example, if a dial indicator reads 0.001 inch at its lowest point and 0.003 inch at its highest point, the Total Indicator Reading is 0.002 inch.
Rather than describing runout as “good” or “bad,” machinists typically evaluate it using TIR because it provides a measurable way to compare machine setups and tooling accuracy.
Types of Runout in Machining
Not all runout affects machining in the same way. The two most common types are radial runout and axial runout.
Radial Runout
Radial runout occurs when the rotating tool or workpiece moves side to side as it turns.
This is the most common type of runout encountered during milling and drilling operations. Because the cutter no longer follows a perfectly circular path, cutting edges remove unequal amounts of material, leading to:
- Larger-than-intended holes
- Uneven cutter wear
- Poor dimensional accuracy
- Increased cutting forces
Axial Runout
Axial runout occurs when the tool or workpiece moves forward and backward along its rotational axis.
Although less noticeable than radial runout, axial runout can affect:
- Facing operations
- Surface flatness
- Drilling depth consistency
- Finishing passes
Both types of runout reduce machining consistency and should be minimized whenever precision is important.
What Causes Runout in Machining?
Runout rarely has a single cause. In many workshops, several small issues combine to create noticeable machining problems.
The table below summarizes the most common causes.
| Cause | Why It Happens |
| Dirty collets or tool holders | Chips or debris prevent the tool from seating flush, pushing it off-center |
| Damaged cutting tools | A bent or chipped tool cannot rotate evenly, creating imbalance during cutting |
| Worn spindle bearings | Bearing wear allows the spindle to shift during rotation, reducing accuracy |
| Improper tool seating | A partially inserted tool appears secure but still rotates off its true center |
| Excessive tool stickout | More overhang means more flex, increasing wobble and deflection under load |
| Poor workholding | A loose or unsupported workpiece moves during cutting, mimicking runout symptoms |
Let’s look at these in more detail.
Dirty Collets or Tool Holders
Even a small chip trapped inside a collet can prevent a tool from seating correctly.
Many machinists spend time adjusting spindle speed or feed rate while overlooking something as simple as cleaning the tool holder. Regular cleaning before tool changes is one of the easiest ways to reduce runout.
Damaged Cutting Tools
A bent, chipped, or worn cutting tool cannot rotate evenly.
Even minor tool damage increases imbalance during rotation, placing uneven loads on the cutting edges and reducing machining accuracy.
Inspect tooling before every machining operation, especially after accidental crashes or heavy cutting.
Worn Spindle Components
Over time, spindle bearings naturally wear.
As bearing wear increases, the spindle loses rotational accuracy, allowing greater movement during operation. This often appears as vibration, inconsistent surface finish, or unexpected dimensional variation.
Improper Tool Seating
A tool that is only partially inserted into the collet may appear secure but still rotate off-center.
Always ensure the tool is fully seated and tightened according to the manufacturer’s recommendations before beginning a machining operation.
How Tool Holder Type Affects Runout
Not all tool holders produce the same amount of runout. The type of holder you use has a direct impact on how accurately your cutting tool rotates, regardless of how clean or well-maintained your machine is.
| Tool Holder Type | Typical Runout | Pros | Cons |
| Set screw holders | 0.003 – 0.005 inch | Low cost, widely available | Uneven clamping force pushes tool off-center |
| ER collet holders | 0.001 – 0.003 inch | Versatile, good for most workshop use | Adds extra components; each one introduces potential runout |
| Precision ER collets | Under 0.001 inch | Better accuracy than standard ER, affordable upgrade | Requires quality collet nuts and clean seating |
| Shrink-fit holders | Under 0.0002 inch | Best runout performance, no moving parts | Requires shrink-fit equipment, higher cost |
| Press-fit holders | Under 0.0003 inch | Excellent concentricity, fewer components | Less common, limited tool size range |
What this means for mini mill and small machine users:
Set screw holders are the worst choice for runout-sensitive work. The set screw contacts only one side of the tool shank, pushing it slightly off-center by design. Avoid them for milling operations where accuracy matters.
ER collet holders are the most practical choice for most small workshop machines, including mini mills. They offer good runout performance, wide tool size compatibility, and are easy to clean and maintain. Using a quality collet nut and making sure the collet and bore are clean before every tool change keeps runout consistently low.
Shrink-fit holders give the best runout performance but require heating equipment to install and remove tools. For most hobby and small shop applications, a quality ER collet system cleaned and maintained properly gives excellent results without the added complexity.
The key takeaway: every additional connection point between the spindle and the cutting tool is an opportunity for runout to increase. Fewer components and tighter manufacturing tolerances mean less runout.
Excessive Tool Stickout
Many beginners extend cutting tools farther than necessary to reach the workpiece.
Longer tool stickout increases flexibility, making the tool more susceptible to deflection and vibration during cutting.
Whenever possible, keep tool overhang as short as practical while maintaining adequate clearance.
Poor Workholding
Even if the spindle and tooling are perfectly aligned, an unstable workpiece can produce symptoms that resemble runout.
Loose vises, inadequate clamping, or unsupported stock allow movement during cutting, reducing accuracy and creating inconsistent results.
A rigid setup is just as important as accurate spindle alignment.
How Runout Affects Machining Performance
Runout affects far more than the rotation of a tool or workpiece. It influences cutting forces, machining accuracy, tool life, and the overall quality of the finished part. Even a small amount of runout can create noticeable problems, particularly when using small end mills or performing precision work.
Many machinists first notice the symptoms without realizing that runout is the underlying cause. If you’re seeing inconsistent results despite using the correct cutting parameters, checking for runout should be part of your troubleshooting process.
Reduced Surface Finish Quality
One of the earliest signs of excessive runout is a poor surface finish.
Because the cutting edges no longer engage the material evenly, one flute removes more material than the others. This uneven cutting action leaves visible tool marks, inconsistent textures, and a rougher machined surface.
If you regularly notice rough finishes despite using sharp tooling, it may be worth checking for runout before changing spindle speeds or feed rates, as surface finish in milling is often influenced by a combination of tool condition, cutting parameters, machine rigidity, and rotational accuracy.
Increased Chatter and Machine Vibration
Runout creates uneven cutting forces that can lead to chatter during machining.
As one cutting edge removes more material than another, vibration increases throughout the machine, spindle, and workpiece. This often produces:
- Loud cutting noise
- Visible chatter marks
- Poor dimensional consistency
- Reduced machining stability
Many beginners try lowering the feed rate to eliminate vibration, but that isn’t always the solution. In some cases, reducing feed too much causes the cutter to rub instead of cut, making chatter even worse.
Excessive vibration is often connected to multiple setup issues. Learn how to identify and eliminate milling machine chatter with practical troubleshooting techniques.
Faster Tool Wear and Premature Tool Breakage
Runout causes unequal loading across the cutting edges.
Instead of sharing the workload evenly, one flute experiences much greater cutting forces than the others. Over time, this results in:
- Uneven cutter wear
- Chipped cutting edges
- Reduced tool life
- Unexpected tool breakage
Small-diameter end mills are particularly sensitive because they have less rigidity and are more easily overloaded. This uneven loading is one of the factors that contributes to end mill breakage, especially when combined with incorrect chip load, excessive tool stickout, or unstable cutting conditions.
Reduced Machining Accuracy
Runout also affects the dimensional accuracy of machined parts.
Because the tool does not rotate concentrically, the actual cutting path differs slightly from the intended path. This may produce:
- Oversized holes
- Inconsistent slot widths
- Dimensional variation
- Poor repeatability
For precision components, even a small amount of runout can make it difficult to maintain tight tolerances.
How to Measure Runout in Machining
Measuring runout is a straightforward process using a dial indicator, one of the most common instruments for precision measurement in machining. The goal is to determine how much the rotating component deviates from its intended center axis.
Step 1: Secure the Tool or Workpiece
Install the cutting tool or workpiece exactly as it would be used during machining.
Ensure the collet, chuck, or fixture is clean and properly tightened.
Step 2: Position the Dial Indicator
Place the dial indicator so its tip lightly contacts the surface being measured.
For tool runout, position the indicator near the cutting edge or tool shank.
Step 3: Rotate the Component by Hand
Slowly rotate the spindle or workpiece one complete revolution.
Watch the indicator as it moves through its highest and lowest readings.
Step 4: Record the Total Indicator Reading (TIR)
The difference between the highest and lowest readings is the Total Indicator Reading (TIR).
This value represents the amount of runout present in the setup.
Tip: For consistent results, repeat the measurement several times to verify the readings.
How Much Runout Is Acceptable?
There is no single acceptable runout value for every machining operation. The right amount depends on what you are making and how accurate it needs to be. That said, real-world benchmarks give you a practical starting point.
| Machining Operation | Acceptable Runout (TIR) |
| General roughing passes | 0.002 – 0.003 inch |
| Standard milling operations | 0.001 – 0.002 inch |
| Finishing passes | Under 0.0005 inch |
| Precision work and tight tolerances | Under 0.0002 inch |
| High-precision grinding or inspection | Under 0.0001 inch |
One useful industry rule worth knowing: reducing runout by just 0.0001 inch can increase tool life by approximately 10 percent. This means even small improvements in your setup have a measurable impact on how long your cutting tools last and how consistent your results are.
In practical terms for small workshop machines and mini mills:
- For general aluminum or steel work, keeping runout under 0.002 inch is a realistic and achievable target
- For precise fits, bearing seats, or close-tolerance bores, aim for under 0.0005 inch
- If you are seeing tool wear faster than expected, check runout even if your setup looks correct; runout above 0.002 inch is often the hidden cause
Rather than chasing a universal number, measure runout for each new tool and setup. If the reading is higher than your operation requires, clean the collet, reseat the tool, and measure again before cutting.
Runout vs Concentricity: What’s the Difference?
Although the terms are often used interchangeably, runout and concentricity describe different things and are measured differently. Knowing which one applies to your situation helps you diagnose problems more accurately.
| Feature | Runout | Concentricity |
| What it measures | How much a rotating part deviates from its true axis during rotation | How well two or more features share the same centerline |
| How it is measured | Dial indicator reading during one full rotation (TIR) | Comparison of feature centerlines, usually with a CMM or precision inspection |
| What it controls | Rotational accuracy of a tool, spindle, or workpiece | Geometric relationship between two cylindrical features |
| Practical example | An end mill wobbling slightly as the spindle turns | A shaft where the outer diameter must be perfectly centered around a bore |
| When it matters most | During cutting — affects tool life, surface finish, and accuracy | During inspection — affects how assembled parts fit and function together |
In simple terms: runout is a dynamic measurement taken while something is rotating. Concentricity is a static geometric relationship between features on a finished part.
Practical example for machinists:
If your end mill is leaving chatter marks or wearing unevenly, that is a runout problem you measure it with a dial indicator while the spindle turns. If you machine a shaft and the outer diameter needs to be perfectly centered around an inner bore, that is a concentricity requirement; you check it during inspection, not during cutting.
For most small workshop and mini mill applications, runout is the measurement that matters during setup and machining. Concentricity becomes relevant when inspecting finished parts that need to fit precisely with other components.
Runout on Mini Mills and Benchtop Machines
Small machines and mini mills are more sensitive to runout than large industrial machines for one simple reason: they have less mass and rigidity to absorb the effects.
On a full-size Bridgeport-style mill, a small amount of runout may produce only minor surface variation that is easy to ignore. On a benchtop mill or mini mill, the same runout creates noticeably worse results because the lighter frame and smaller spindle components amplify every source of error rather than absorbing it.
This does not mean small machines cannot produce accurate work. It means runout control matters more on small machines, not less.
What to Watch for on Small Machines
- Surface finish that looks worse than expected despite correct feeds and speeds
- End mills wearing unevenly or breaking faster than they should
- Holes that measure slightly larger than the drill bit diameter
- Vibration or chatter that appears even at conservative cutting parameters
- Dimensional variation between parts made with the same setup
All of these are common symptoms of runout on small workshop machines. Many machinists on mini mills assume the machine is not capable when the real issue is a dirty collet or worn tooling introducing runout into an otherwise good setup.
Practical Runout Targets for Mini Mill Users
On a well-maintained mini mill with clean tooling and proper setup, runout under 0.002 inch is achievable and realistic for general machining. For precision work, aiming for under 0.001 inch is possible with quality collets and careful tool seating.
If your dial indicator is showing readings above 0.003 inch consistently, the cause is almost always one of three things: a dirty collet, a partially seated tool, or a worn collet that needs replacing. Fix those three things first before assuming the machine itself is the problem.
TAIG micro mills are designed with precision spindle components that support accurate, low-runout machining when set up correctly. Keeping tooling clean, minimizing stickout, and checking runout regularly are the habits that get the most out of any small precision machine.
How to Reduce Runout
Eliminating runout is not always possible, but following good machining practices can significantly reduce its effects. Work through these steps in order — most runout problems on small machines are solved by the first two or three.
1. Clean Collets, Tool Holders, and Tapers Before Every Tool Change
Even a single chip or small piece of debris between the collet and holder can push the tool 0.001 inch or more off-center. This is the most common and most overlooked cause of sudden runout increases. Wipe the collet bore, tool shank, and taper with a clean cloth before every tool change, not just when something looks dirty.
2. Inspect Cutting Tools for Damage Before Installing
A bent or chipped tool cannot rotate evenly regardless of how well everything else is set up. Hold the tool shank between two fingers and roll it slowly across a flat surface before installing. Any visible wobble means the tool should be replaced, not used.
3. Minimize Tool Stickout
Every extra millimeter of tool stickout increases the lever arm that cutting forces act on, amplifying any small misalignment into measurable runout. Set stickout to the minimum needed for the job. On small mills and mini mills, this matters even more because the machine has less mass to absorb the resulting vibration.
4. Ensure Tools Are Fully Seated Before Tightening
A tool that is only partially inserted into the collet may feel secure but will rotate off its true center under cutting load. Push the tool fully into the holder until it contacts the bottom, then tighten to the manufacturer’s recommended torque. Do not rely on feel alone.
5. Check and Maintain Spindle Condition Regularly
Worn spindle bearings allow the spindle to shift slightly during rotation, creating runout that no amount of tooling adjustment can fix. If you notice runout increasing gradually over time despite clean tooling and proper setup, spindle bearing wear is the likely cause. Regular maintenance and inspection catch this early.
6. Use Rigid Workholding
A loose or unsupported workpiece creates movement during cutting that produces symptoms identical to spindle runout. Tighten all vise bolts, check that the workpiece is fully supported, and lock any table axes not being used for the current operation.
7. Measure Runout Periodically With a Dial Indicator
Do not wait until surface finish or tool life deteriorates before checking. Build runout measurement into your setup routine for every new tool installation. If the reading is higher than your operation requires, clean the collet, reseat the tool, and measure again before cutting.
8. Replace Worn Tooling Before It Affects Accuracy
A worn collet that has been used heavily loses its ability to grip the tool concentrically. Collets are consumable items. Replacing a worn collet is far cheaper than scrapping parts or breaking end mills because of the runout it introduces.
Following these simple steps helps improve surface finish, increase tool life, and produce more consistent machining results. Regularly using precision measuring tools to verify runout and machine setup can also help detect small alignment issues before they affect machining accuracy.
Conclusion
Runout is one of the most overlooked factors affecting machining quality, yet it influences nearly every aspect of the cutting process. Even a small amount of runout can reduce accuracy, create poor surface finishes, increase chatter, shorten tool life, and make precision machining more difficult.
Fortunately, many runout issues can be minimized by keeping tooling clean, using proper workholding, reducing tool stickout, and regularly checking setups with a dial indicator. Developing these habits helps produce more consistent results and extends the life of both cutting tools and machines.
Whether you’re machining prototypes, small production parts, or precision components, understanding and controlling runout is an important step toward achieving better accuracy and more reliable performance.
Explore Taig Tools’ precision milling machines, lathes, and accessories designed to support accurate machining, stable setups, and consistent results for small workshop applications.
FAQs
What is runout in machining?
Runout in machining is the variation between the actual rotational axis of a tool, workpiece, or spindle and its ideal center axis. This slight wobble can reduce machining accuracy, affect surface finish, increase tool wear, and shorten tool life.
What causes runout in machining?
The most common causes are dirty collets or tool holders, damaged cutting tools, worn spindle bearings, improper tool seating, excessive tool stickout, and poor workholding. Tool holder type also affects runout; directly set screw holders produce 0.003 to 0.005 inch of runout, while precision ER collets can achieve under 0.001 inch. In most cases, cleaning the collet and reseating the tool fixes the problem immediately.
How do you measure runout?
Runout is commonly measured with a dial indicator. Position the indicator against the rotating tool or workpiece, rotate it slowly by hand, and record the highest and lowest readings. The difference between these readings is called the Total Indicator Reading (TIR).
How much runout is acceptable?
It depends on the operation. For general roughing, under 0.002 to 0.003 inch is acceptable. For standard milling, aim for under 0.001 to 0.002 inch. For finishing passes, under 0.0005 inch. For precision work, under 0.0002 inch. A useful rule: reducing runout by just 0.0001 inch increases tool life by approximately 10 percent. Measure runout for each new tool and setup rather than assuming a fixed number applies to every job.
Does runout affect surface finish?
Yes. Excessive runout causes uneven cutting forces, which can leave visible tool marks, chatter patterns, and inconsistent surface textures. Reducing runout helps produce smoother, more consistent finishes.
Can runout cause cutting tools to break?
Yes. Runout causes one cutting edge to remove more material than the others, increasing cutting forces on that edge. Over time, this uneven loading accelerates tool wear and may lead to premature tool breakage, especially with small end mills.
What is Total Indicator Reading (TIR)?
Total Indicator Reading (TIR) is the total amount of movement shown on a dial indicator during one complete rotation of a tool or workpiece. It is the standard measurement used to determine runout.
