
A smooth, consistent surface finish is one of the clearest signs of a well-tuned machining process. Yet many machinists eventually encounter rough surfaces, visible tool marks, chatter patterns, or inconsistent finishes that make parts look unprofessional and sometimes affect functionality.
The frustrating part is that a poor surface finish is rarely caused by a single issue. Feed rate, spindle speed, tooling condition, machine rigidity, workholding, and chip load can all influence the final result.
The good news is that most surface finish problems can be corrected with a few practical adjustments. This guide explains the most common causes of poor finish and the steps you can take to achieve better machining results.
Quick Answer: What Causes Poor Surface Finish in Milling?
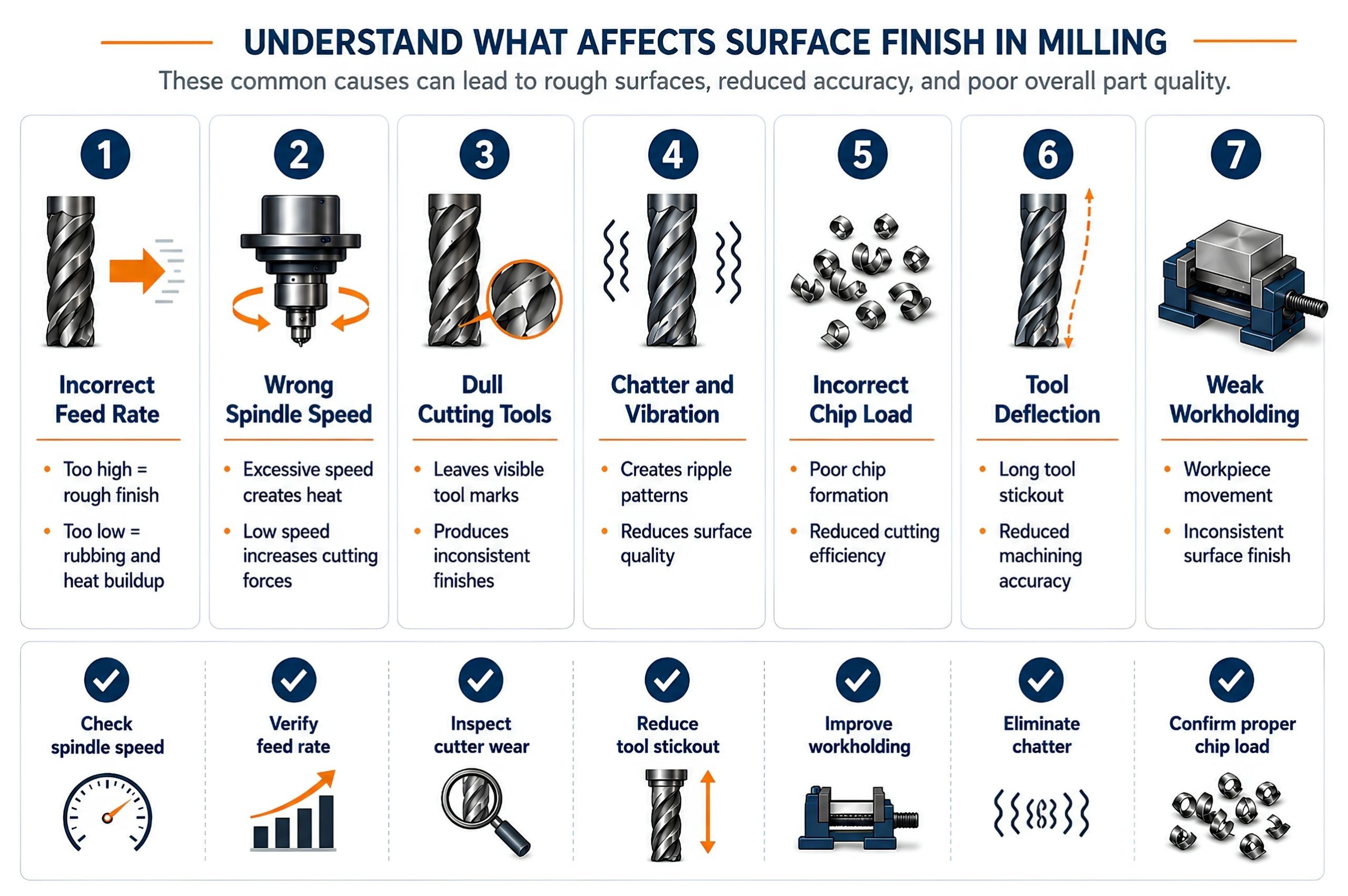
Poor surface finish in milling is typically caused by incorrect feed rate, improper spindle speed, tool wear, chatter, vibration, poor workholding, or tool deflection. Adjusting cutting parameters and improving machine stability usually produces smoother, more consistent results.
What Is Surface Finish in Machining?
Surface finish in machining refers to the texture and quality of a machined surface after a cutting operation is completed. It includes the visual appearance, smoothness, and microscopic irregularities left behind by the cutting tool.
A good surface finish often indicates stable cutting conditions and proper machining practices. A poor finish usually suggests problems with tooling, machine setup, or cutting parameters.
For the most part, surface finish affects more than appearance. It can influence fit, wear resistance, friction, and overall part performance.
Why Surface Finish Matters
Surface finish directly affects the quality and functionality of machined components.
Benefits of a good surface finish include:
- Improved dimensional accuracy
- Better appearance
- Reduced friction between mating parts
- Increased wear resistance
- Easier assembly
- Improved consistency between parts
In many workshop applications, a smoother finish can also reduce the amount of secondary polishing or finishing work required.
Common Causes of Poor Surface Finish in Milling
The table below provides a quick way to diagnose common surface finish problems.
| Surface Finish Problem | Possible Cause |
| Rough finish | Feed rate too high |
| Chatter marks | Vibration |
| Tool marks | Tool deflection |
| Burned surface | Spindle speed too high |
| Inconsistent finish | Cutter wear |
Many machinists focus on only one variable when troubleshooting. In reality, several factors often contribute to a poor surface finish simultaneously.
How Feed Rate Affects Surface Finish
Feed rate has a major influence on machining surface finish.
When the feed rate is too high:
- Tool marks become more visible
- Surface roughness increases
- Cutting forces rise
- Finish quality decreases
When the feed rate is too low:
- The cutter may rub instead of cut
- Heat can increase
- Tool wear may accelerate
- Surface quality can become inconsistent
One common mistake beginners make is dramatically reducing the feed rate in an attempt to improve finish. In many cases, this creates rubbing instead of clean chip formation, which can actually worsen surface quality.
In many small workshop setups, visible tool marks are often the first sign that feed rate and spindle speed are out of balance.
A balanced feed rate allows the cutter to remove material efficiently while maintaining a smooth finish.
Feed rate should never be adjusted in isolation. The best results come from balancing feed rate with spindle speed and cutter geometry. A solid understanding of feeds and speeds for small CNC machines can help eliminate many common machining issues and improve overall finish quality.
How Spindle Speed Affects Surface Finish
Spindle speed and milling surface finish are closely related.
If spindle speed is too low:
- Cutting may become less efficient
- Tool pressure increases
- Surface finish may appear rough
If spindle speed is too high:
- Excessive heat can develop
- Tool wear may increase
- Surface discoloration can occur on some materials
Many workshop users discover that a small RPM adjustment can dramatically improve finish quality.
The best spindle speed depends on:
- Material type
- Cutter diameter
- Number of flutes
- Machine capability
- Desired finish
Listening to the machine during cutting often provides valuable feedback. A smooth, consistent cutting sound usually indicates more stable machining conditions.
How Chatter Affects Surface Finish
Chatter is one of the most common causes of poor surface finish milling.
Chatter occurs when vibration develops between the cutter, workpiece, and machine structure. These vibrations leave visible patterns on the machined surface.
Signs of chatter include:
- Wavy surface patterns
- Ripple marks
- Loud cutting noise
- Reduced dimensional accuracy
Many machinists notice chatter first by hearing it before seeing it.
Even small amounts of vibration can significantly affect finish quality, especially when working with aluminum or using small-diameter cutters.
If vibration is leaving visible marks on your workpiece, understanding the causes of milling machine chatter can help identify and eliminate the problem.
How Chip Load Affects Surface Finish
Chip load determines how much material each cutting edge removes during every revolution.
When chip load is too low:
- The cutter rubs instead of cutting
- Heat increases
- Surface finish can degrade
When chip load is too high:
- Cutting forces increase
- Vibration may occur
- Finish quality may suffer
Proper chip thickness allows the tool to cut efficiently while producing a cleaner surface.
Many finish problems that appear to be spindle speed issues are actually related to incorrect chip thickness. Understanding chip load in milling for small machines can help improve both surface finish and tool life.
Signs Tool Wear Is Hurting Surface Finish
Tool wear develops gradually, making it easy to overlook.
Common signs include:
- Rougher surface texture
- Increased burr formation
- Excessive heat generation
- Visible tool marks
- Inconsistent finish quality
A worn cutter often requires more cutting force, which can increase vibration and reduce machining accuracy.
Regular tool inspection is one of the simplest ways to maintain a consistent surface finish.
Surface Finish Troubleshooting Checklist
Before changing multiple settings, work through this checklist:
✓ Check spindle speed
✓ Verify feed rate
✓ Inspect cutter wear
✓ Reduce tool stickout
✓ Improve workholding
✓ Check machine vibration
✓ Listen for chatter
✓ Confirm proper chip load
✓ Ensure the workpiece is securely clamped
✓ Verify machine adjustments are properly tightened
Systematically checking these items often quickly identifies the source of finish problems.
Simple Steps to Improve Surface Finish
Optimize Feed Rate
- Adjust feed rate gradually rather than making large changes.
- Small adjustments often produce noticeable improvements in finish quality.
Adjust Spindle Speed
- Experiment with spindle speed within recommended ranges.
- A slight increase or decrease may move the machine away from a vibration-prone operating range.
Use Sharp Cutters
- Sharp tools cut more efficiently and require less force.
- Replacing worn cutters is frequently one of the fastest ways to improve finish.
Improve Machine Rigidity
Machine movement contributes significantly to finishing problems.
Check:
- Gib adjustments
- Table movement
- Fixture stability
- Machine mounting
Greater rigidity typically leads to better surface quality.
On micro milling machines, maintaining rigidity becomes especially important because even minor vibration can affect surface finish.
Reduce Tool Deflection
Long tool stickout increases bending and vibration.
Use the shortest practical tool length whenever possible.
This reduces deflection and improves cutting stability.
Improve Workholding
Loose workholding allows the part to vibrate during machining.
Use:
- Proper vises
- Clamps
- Fixtures
- Support blocks
A secure workpiece creates a more stable cutting environment and a better finish.
Real-World Surface Finish Mistakes Beginners Make
Many machinists encounter similar problems when trying to improve finish quality.
Common mistakes include:
- Increasing spindle speed excessively
- Slowing the feed rate too much
- Using worn cutters
- Ignoring machine vibration
- Allowing excessive tool stickout
- Assuming chatter will disappear on its own
In many cases, small setup improvements produce better results than major parameter changes.
Conclusion
Achieving a better surface finish is usually the result of several small improvements rather than one major change. Feed rate, spindle speed, tool condition, machine rigidity, chip load, and workholding all contribute to the final quality of a machined part.
By observing cutting performance, listening for vibration, and making systematic adjustments, machinists can significantly improve finish quality and machining accuracy. Even small adjustments to feed rate, spindle speed, or machine setup can produce noticeable improvements in finish quality over time.
TAIG Tools provides precision milling machines and accessories designed to help small workshops achieve consistent, reliable machining results.
FAQs
What is surface finish in machining?
Surface finish in machining refers to the texture, smoothness, and overall quality of a machined surface after cutting operations are completed.
What causes poor surface finish in milling?
Common causes include incorrect feed rate, improper spindle speed, chatter, vibration, tool wear, poor workholding, and tool deflection.
Can spindle speed affect surface finish?
Yes. Both excessively high and excessively low spindle speeds can negatively affect finish quality by increasing heat, vibration, or cutting forces.
How does feed rate affect surface finish?
Feed rate influences chip formation and cutter engagement. Excessively high or low feed rates can both lead to poor surface quality.
Why does chatter leave marks on a workpiece?
Chatter creates vibration during cutting. These vibrations transfer directly to the workpiece and appear as ripples, waves, or patterned marks.
How do you improve surface finish on a milling machine?
Improve surface finish by optimizing feed rate, adjusting spindle speed, using sharp cutters, reducing tool deflection, improving rigidity, and securing the workpiece properly.
